In modern industry, there is an increasing demand for efficient processing and/or electrical micro-connection of thin metal materials. In many fields, the compatibility of materials or processes is not sufficient for conventional heat treatment, such as welding, brazing, and soldering, or the use of adhesives and mechanical fasteners is undesirable. This situation may be very common in the energy storage industry, because next-generation batteries, which are key components of the emerging power battery industry, require the use of thin foils to make cathodes and anodes. In the consumer electronics industry, high-density packaging and miniaturization continue to promote innovation and also pose challenges to traditional connection technologies.
From the laser's point of view, there are many challenges that make the micro-welding of thin metal materials extremely difficult. To successfully weld, it is necessary to avoid weld penetration, deformation and bending, all of which require careful control of the heat input of the process. In the traditional laser deep penetration welding process, overcoming the material threshold usually requires a higher average power. The average power required for the welding of high-reflective materials and dissimilar metals may be higher. One of the basic problems is whether to use a thermal conduction welding process or a deep penetration welding process. In heat conduction welding, a heat source with a larger width and a weaker strength tends to produce a higher heat input and heat affected zone, so it is generally not recommended as a solution to the problem of sheet metal welding. In deep penetration welding, a highly concentrated and high-strength heat source can minimize the molten pool, thereby helping to control the heat input. Therefore, the adjustment of deep penetration welding parameters is essential to obtain high-quality results.
One method widely used in welding is to use nanosecond (ns) pulsed fiber lasers. These short-pulse, high-peak-intensity lasers may be more suitable for marking, engraving, and other material removal processes, so intuitively, they may have the opposite effect when used in the material welding process. However, the pulse control provided by the main oscillator power amplifier (MOPA) has excellent parameter flexibility, thereby realizing possible metal bonding processing methods. Nanosecond pulsed fiber lasers operate with pulse energy from a few microjoules to >1mJ, pulse duration range 10-1000ns, and can reach a peak power >10 kilowatts, operating at a frequency of up to 4MHz, which is clearly different from continuous wave (CW) ) And other traditional lasers and even quasi-CW (QCW) long-pulse lasers, but many still operate within these ranges.
The use of nanosecond micro-welding as a welding tool is suitable for a variety of applications and is also suitable for overcoming welding challenges from foils to dissimilar metals. The joining of thin metal foils (<50μm) is particularly challenging because it requires a very delicate energy balance that is sufficient to melt the metal, but cannot generate significant vaporization and plasma. Foil materials are easy to use lap joints for welding. In this process, close contact between the foil materials is a necessary condition to achieve good results, but this poses a major challenge to the fixture. Today's battery production process has many strict requirements for the welding of multilayer foils. The existing technology is ultrasonic welding, but manufacturers increasingly hope to use laser welding to improve production efficiency, quality and improve foil stacking restrictions. Lasers offer many potential solutions, but infrared (IR) nanosecond lasers have proven to be able to weld up to 20 layers of copper or aluminum foil using a 200W EP-Z laser, but eliminating porosity in this application is highly challenging.
The high peak power of nanosecond pulsed fiber laser means that it can easily enter high anti-metals such as copper with a small average power. Using the nanosecond micro-soldering process as an alternative to soldering, the study of directly attaching components to copper printed circuit board (PCB) tracks has shown great prospects. At present, copper wires up to 150μm thick have been successfully attached to deposition tracks >60μm without any obvious delamination with the FR4 substrate. This provides an alternative to the bonding of heat-sensitive components or components whose operating temperature may exceed the traditional welding limit.
Due to the challenges of bonding, it is difficult to butt-weld foils. But this can be achieved by edge welding technology, that is, clamping the two foils together, cutting them with a laser, and welding the edges of the upper and lower foils together through the parameters used. The subsequent remelting process can significantly improve the strength and quality of the connection and achieve consistent tensile strength. A 10μm copper foil was welded to a 25μm aluminum foil to obtain a tensile strength of >2.5N, while a 50μm aluminum foil was welded to a 50μm aluminum foil to obtain a tensile strength of >25N. (figure 1)
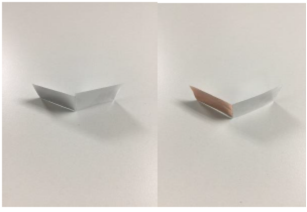
Figure 1: Example of laser micro welding: welding 25μm aluminum foil to 25μm aluminum foil (left) and 25μm aluminum foil to 10μm copper foil (right).
Another major application area is to weld standard batteries to form larger battery packs, which are used in equipment such as electric tools, vacuum cleaners, electric bicycles, and electric cars. The requirement is straightforward, that is, a weld with high conductivity, high strength, and high reliability needs to be produced without burning through the battery contacts or leaving traces on the battery contacts. There is a wide range of materials, from pure metals such as aluminum and copper to coating materials such as nickel-plated steel and nickel-plated copper. These materials can be joined in all imaginable combinations, and each combination presents unique challenges. The thickness of these contact joints is usually in the range of 100-300μm, which is fully within the capability of the nanosecond micro-welding process. (figure 2)

Figure 2: Cross-section of a spot weld between nickel-plated copper and nickel-plated copper.
The control of heat input is critical for these welds, because the risk of weld perforation in the battery is high. The nanosecond micro-welding process provides a variety of options for weld design, because the spiral welding mode can be used to obtain the weld joints using the galvanometer beam transmission system. In this way, each solder joint can be customized according to the application, so that the diameter and spacing of each solder joint become the key to welding a specific material combination and thickness, so as to better control the heat input of each solder joint.
The average power of these lasers is very low, so it is difficult to achieve high production efficiency, but the 200W laser can weld up to 20 welds with a diameter of 0.8 mm per second (depending on the material and thickness), which is sufficient The needs of most applications. (image 3)

Figure 3: Examples of spot welding of different metal batteries.
The flexibility of the process means that more weld shapes can usually be considered. The ability to use grid shapes to cover large areas at high speed is a good example. Facts have proved that this technology can effectively weld a variety of different metals with very low heat input. (Figure 4)
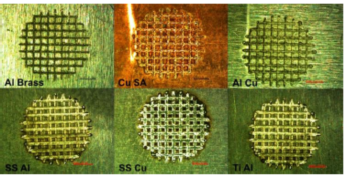
Figure 4: It only takes about 1 second to complete the micro-welding of different material combinations with a diameter of 4mm and a grid shape.
With the continuous and rapid development of technology, working on smaller sizes poses long-term challenges that the manufacturing process needs to continue to deal with.
Nanosecond micro-welding technology is only one of many fiber laser manufacturing processes. Fiber laser manufacturing processes are increasingly used to overcome the challenges faced by today's industrial manufacturing industry and are the key to helping realize the current technological revolution.







